






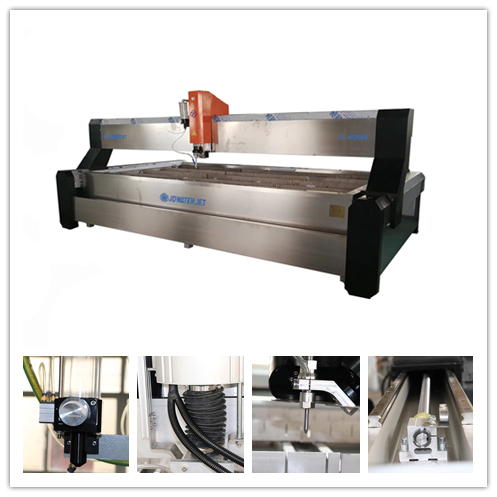
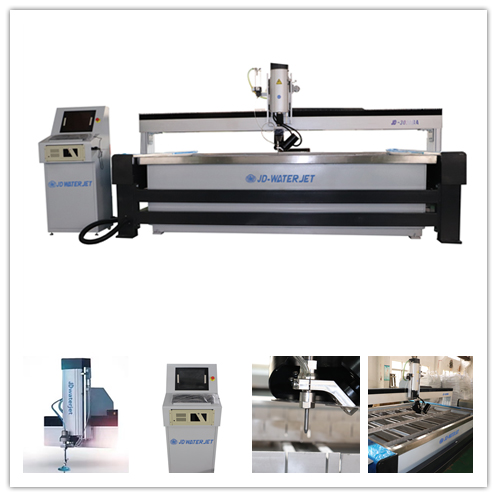
D'Junda Waasserstrahlschneidmaschinn ass eng Waasserstrahlschneidmaschinn, allgemeng bekannt als Waassermesser. Mat der Entwécklung vun der Wëssenschaft an der Technologie gëtt dës Kaltschneidmethod a méi Beräicher ugewannt. Hei ass eng kuerz Aféierung an dat, wat Waasserschneiden ass.
Prinzip vum Waasserstrahlschneiden
Waasserstrahlschneiden ass eng nei Kaltbearbechtungstechnologie. Kann ënner schlechte Konditiounen, Feierwierk verbueden a vill Leit betraff sinn, benotzt ginn. Waasserstrahlschneiden ass eng Kombinatioun vu Maschinnen, Elektronik a Computeren. Déi héichtechnologesch Leeschtungen vun der ganzer automatescher Kontrolltechnologie sinn eng nei Materialveraarbechtungsmethod, déi an de leschte Jore entwéckelt gouf.
De Prinzip vum Waasserstrahlschneiden ass d'Benotzung vun engem bestëmmte Waasser oder Schläim mat héijem Drock a Schneidschleifmëttel, déi duerch d'Schneiddüs eng Flëssegkeetssail mat héijer Schlagkraaft injizéiert, an direkt d'Schlagkraaft fir d'Schneiden veraarbecht. Jee no dem Waasserdrock kann et an Nidderdrock-Waasserstrahlschneiden an Héichdrock-Waasserstrahlschneiden opgedeelt ginn.
Charakteristike vum Waasserstrahlschneiden
D'Waasserstrahlschneidtechnologie huet déi folgend Charakteristiken:
(1) Den Drock vum Waasserstrahl beim Schneiden ass grouss. Den Drock vum Waasserstrahl ass Zénger bis Honnerte vu Megapascal, wat 2 bis 3 Mol d'Schallgeschwindegkeet ass, wat eng enorm Energiedicht vum Strahl erstellt fir Objeten ze schneiden. D'Schnëtttemperatur vum Werkstéck ass ganz niddreg, déi allgemeng Temperatur iwwerschreit net 100 ℃, wat de gréisste Virdeel am Verglach mat anere thermesche Schnëttprozesser ass. Dëst eliminéiert d'Méiglechkeet vun enger Deformatioun vum Schnëttdeel, der Hëtzt-beaflosster Zon vum Schnëttdeel an der Méiglechkeet vu Gewiefsännerungen. Et kann sécher an zouverlässeg a Plazen benotzt ginn, wou Feierwierk streng verbueden ass, wéi Offshore Uelegbuerplattformen, Uelegraffinerien, grouss Uelegtanken a Pëtrol- a Gaspipelines.
(2) D'Schnëttqualitéit vum Waasserstrahlschneiden ass ganz gutt, d'Schnëttoberfläch ass glat, ouni Grat an Oxidatiounsreschter, d'Schnëttlück ass ganz schmuel, beim renge Waasserschneiden kann d'Grenz allgemeng bannent 0,1 mm kontrolléiert ginn; e bestëmmte Schnëttschleifmëttel tëscht 1,2-2,0 mm gëtt derbäigesat, fir datt d'Schnëtt keng zweet Veraarbechtung brauch, wat d'Veraarbechtungsprozedur vereinfacht.
(3) De Beräich vum Schneidsieb ass relativ grouss. D'Schneiddicke vum Waassermesser ass grouss, déi maximal Schnëtddicke kann méi wéi 100 mm sinn. Fir speziell Stolplacken mat enger Dicke vun 2,0 mm kann d'Schnëttgeschwindegkeet 100 cm/min erreechen. Och wann d'Schnëttgeschwindegkeet vum Waasserstrahl liicht méi schlecht ass wéi beim Laserschneiden, produzéiert et am Schnëttprozess net vill Schnëtthëtzt, sou datt d'Waasserstrahlschneiden an der praktescher Uwendung méi Virdeeler huet.
(4) Breet Palette vu Schneidobjeten. Dës Schnëttmethod ass net nëmme fir Metall- a Netmetallschneiden gëeegent, mä och fir d'Veraarbechtung vu Kompositmaterialien an thermesche Materialien.
(5) Excellent Betribsëmfeld Waasserstrahlschneidprozess keng Stralung, keng Sprëtzpartikelen, fir de Phänomen vum fléiende Stëbs ze vermeiden, d'Ëmwelt net ze verschmotzen. Uniform Schleifen vum Waasserstrahlschneiden, abrasive Stëbs a Splécken kënnen och direkt vum Waasserstroum an de Kollektor ewechgespullt ginn, fir d'Gesondheet vum Bedreiwer ze garantéieren, kann als gréng Veraarbechtung bezeechent ginn. Wéinst de Virdeeler vum Waasserstrahlschneiden huet et breet Uwendungsperspektiven an der Loftfaart, der Atomenergie, der Pëtrolsindustrie, der chemescher Industrie, der Ënnerwaassertechnik an der Bauindustrie.
Zäitpunkt vun der Verëffentlechung: 01. Juli 2022
